![]() During one of the slow periods with the opera (we call them "lay-offs"), I did a
job for a local, and highly specialized, instrumentation company.
During one of the slow periods with the opera (we call them "lay-offs"), I did a
job for a local, and highly specialized, instrumentation company.
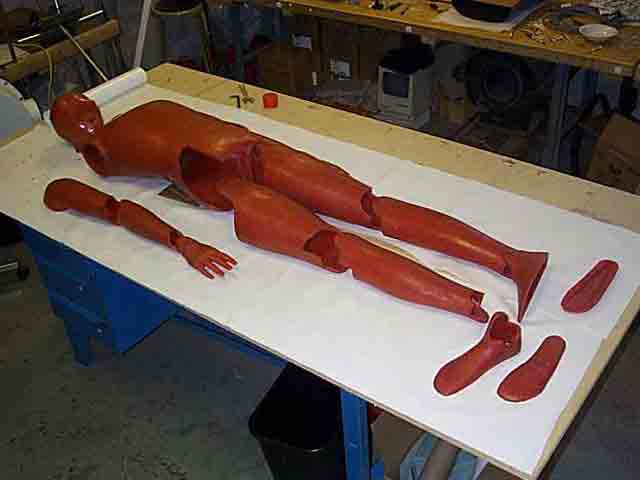
One of the products they custom manufacture are"sweating hot-plates," usually
about 12 inches square in size. These devices are used in a laboratory setting
to evaluate how fabrics interact with a warm and moist surface - such as a person.
The primary clients have been fabric and clothing manufactures, who with
sophisticated computers attached, test their latest creations. One such client was
the Chinese Textile Institute. But the sweating hot plate they wanted was not
the typical sweating hot plate (as if there is such a thing), No - they wanted a
poseable sweating aluminum mannequin.
And I just happen to come through MTNW's door...
To see a larger image, slide-show version, click
here, or on any of the images below.